施 工
鉄骨製作業者に属する鉄骨製作管理技術者による施工管理のもと、溶接施工を行ってください。
OSリングを溶接施工する際は、納品時に付属している「OSリング溶接施工マニュアル」を必ず確認して下さい。
OSリングおよび梁ウェブ溶接面は溶接に先立ち、水分・スラグ・ごみ・さび・油・塗料・はがれやすいスケール、
およびその他溶接に支障となるものはあらかじめ適切な方法で除去して下さい。
◆施工手順
(1)梁ウェブのけがき・孔あけ
孔あけ位置にけがきを行い、梁ウェブに貫通孔をあけます。
|
 |
(2)OSリングの位置決め
ウェブ貫通孔とOSリング内径を合わせてください。
|
|
ローリング鍛造仕様は上面に刻印及びセンターラインがあります。センターラインは、位置合わせの目安としてご使用下さい。(表示内容は予告なく変更する事があります。) |
 |
(3)組立溶接
シャコ万力等によりOSリングをウェブ面に密着させ、OSリング外周に組立溶接を行います。
組立溶接後にシャコ万力を取り外します。
|
 |
(4)本溶接
シャコ万力等を取り外し、本溶接を行います。溶接はOSリング外周の全周すみ肉溶接とし、溶接姿勢は水平すみ肉溶接とします。本溶接のすみ肉溶接サイズは、各OSリングそれぞれに定められた必要すみ肉溶接サイズ(S)以上として下さい。
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
Sタイプ 必要すみ肉溶接サイズ (S)
Lタイプ 必要すみ肉溶接サイズ (S)
|
|||||||||||||||||||||||||||||||||||||||||||||||||
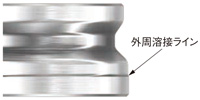
| ローリング鍛造仕様(ただし、100L・125L除く)は下方外周に段差部(ライン)を有します。溶接サイズの目安です。段差部を覆うように溶接して下さい) |
|
||||||||||||||||||||||||||||||||||||||||||||||||
| ローリング鍛造仕様は上面の刻印に、鋼管切断仕様は内面のシールに必要すみ肉溶接サイズが記載されています。 | 刻印例 |
||||||||||||||||||||||||||||||||||||||||||||||||
(5)外観・表面検査
本溶接のすみ肉溶接サイズは、各OSリングそれぞれに定められた必要すみ肉溶接サイズS以上であることを溶接ゲージにより確認して下さい。
また、OSリングと梁ウェブのすき間は2mm以下として下さい。
OSリングとウェブ貫通孔の中心ずれの管理値は「OSリング溶接施工マニュアル」によります。
その他、外観・表面欠陥検査の合否判定は、「日本建築学会:鉄骨精度検査基準」によります。不合格となった欠陥箇所は適切な処置を行って下さい。 |
 |